

咨詢電話(huà)
0371-67652692
0371-67652628
400熱(rè)線
400-700-5712

材料是人(rén)類賴以發展的(de)物(wù)質基礎,是社會(huì)進步的(de)主要表現之一。硬質合金(jīn)由難熔金(jīn)屬的(de)硬質相(xiàng)和(hé)粘結金(jīn)屬通相(xiàng)過粉末冶金(jīn)工(gōng)藝制(zhì)成的(de)一種複合材料,以其卓越的(de)性能(néng)廣泛用(yòng)于現代生産制(zhì)造業(yè),被稱爲“工(gōng)業(yè)的(de)牙齒”,起源于19世界20年代。
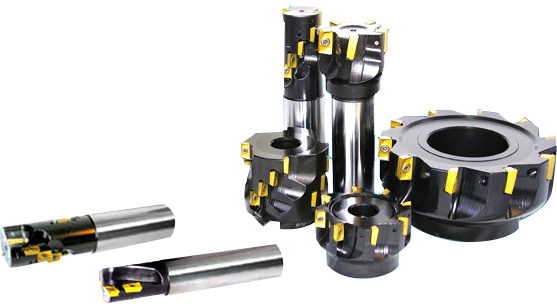
随著(zhe)經濟全球化和(hé)科學技術(shù)的(de)日益進步,對硬質合金(jīn)制(zhì)品的(de)使用(yòng)要求越來越高(gāo)。硬質合金(jīn)行(xíng)業(yè)技術(shù)發展也(yě)非常迅速,尤其是硬質合金(jīn)刀(dāo)具硬質合金(jīn)刀(dāo)片。
最新硬質合金(jīn)機夾孔加工(gōng)刀(dāo)具,采用(yòng)了硬質相(xiàng)晶粒分(fēn)别爲0.2+0.5+0.8μm的(de)混合型高(gāo)钴(13%)超細晶粒度基體,使刀(dāo)具基體材料的(de)強度和(hé)硬度都(dōu)有(yǒu)較大(dà)的(de)提高(gāo),配以接近整體型鑽頭強度的(de)機夾刀(dāo)片幾何結構和(hé)夾緊方式以及獨創的(de)鑽尖設計(jì)和(hé)高(gāo)性能(néng)的(de)氮化钛與氮鋁化钛納米物(wù)理(lǐ)塗層,體現出優秀的(de)切削性能(néng)。
采用(yòng)了超細晶粒的(de)梯度硬質合金(jīn)基體,配以氮碳化钛中溫化學塗層和(hé)細晶柱狀a-Al2O3化學塗層,表面則采用(yòng)消除表面應力的(de)後處理(lǐ)工(gōng)藝,即通過噴丸處理(lǐ)去掉前刀(dāo)面CVD塗層的(de)拉應力表層,使露出表面的(de)Al2O3的(de)拉應力下降40%,内層塗層的(de)應力下降20%,顯著改善了刀(dāo)片的(de)抗微崩刃性能(néng)和(hé)抗剝落能(néng)力,在提高(gāo)刀(dāo)刃完整性和(hé)可(kě)靠性的(de)同時還提高(gāo)了塗層表面的(de)光(guāng)潔度,降低了刀(dāo)片與切屑之間的(de)粘結性。
在硬質合金(jīn)中添加少(shǎo)量的(de)元素可(kě)強化材料的(de)硬質相(xiàng)和(hé)粘結相(xiàng)、淨化晶界并顯著提高(gāo)材料的(de)抗彎強度和(hé)沖擊韌性。超細晶粒硬質合金(jīn)和(hé)納米結構塗層成爲主流趨勢。當前,硬質合金(jīn)刀(dāo)具技術(shù)正向著(zhe)兩個(gè)相(xiàng)反的(de)方向發展,一方面,通用(yòng)型材料的(de)适用(yòng)面越來越廣,通用(yòng)性越來越強。另一方面,專用(yòng)型材料越來越具有(yǒu)針對性,更加适應被加工(gōng)材料和(hé)切削條件(jiàn),從而達到(dào)提高(gāo)切削效率的(de)目的(de)。

